想要更直观地了解莆田(当地)聚氨酯保温管防腐保温材料优选厂家产品吗??产品视频,带你走进产品世界
以下是:莆田莆田(当地)聚氨酯保温管防腐保温材料优选厂家的图文介绍
聚氨酯保温管防腐保温材料优选厂家")
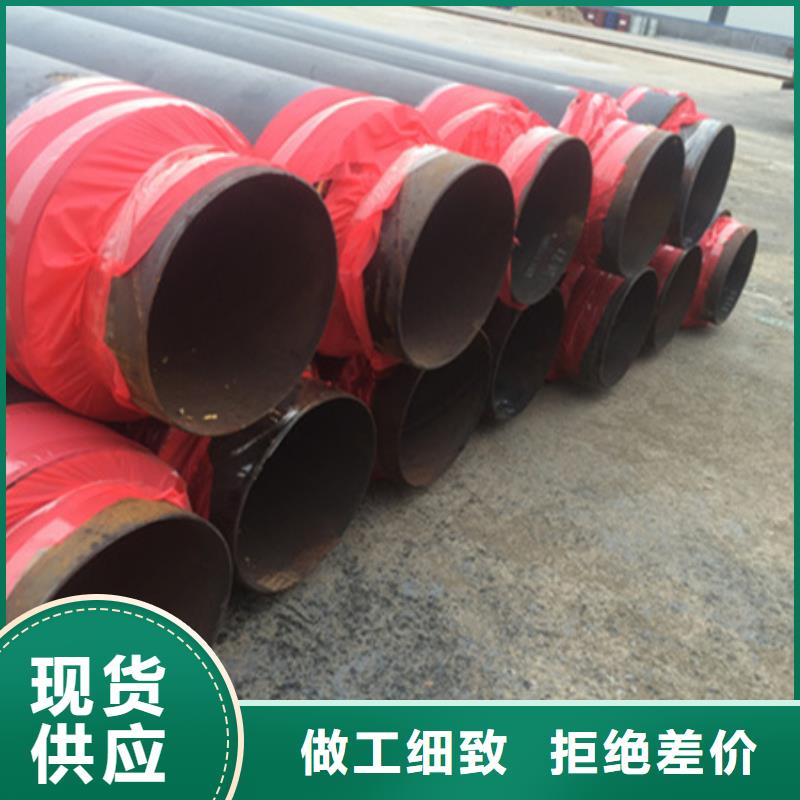
公司主要从事200MW、300MW、600mw电厂直埋高、低保温管道、保温管件、主蒸汽、主给水、冷热段高压管件、高压电站弯头、工厂管道的预制。所有产品均按美国标准ASME(ANSI)、德国标准DIN、日本标准JIS、中国GB/T、JB、SH、HG等标准生产。公司产品远销欧美、东南亚和地区。产品质量优良,质量可靠,深受客户和同行的好评。对外加工:可根据用户来图来样加工非标产品。欢迎广大客户前来洽谈咨询!以上是沧州一轻钢管制造有限公司提供的直埋预制蒸汽保温管、聚氨酯保温管、保温水管、钢夹套蒸汽保温管、蒸汽供应的详细信息,如果您有兴趣供应直埋蒸汽保温管,如果您对预制蒸汽保温管、聚氨酯保温管、保温水管、钢套钢蒸汽保温管和蒸汽的信息有任何疑问,请进一步与公司联系,以获得更多关于直埋预制蒸汽保温管、聚氨酯保温管、保温水管、钢套钢蒸汽保温管和蒸汽的供应信息。我公司采用进口高压成套聚氨酯发泡机生产整体性能优异的三位一体直埋保温管,并严格实施钢管外表面除锈处理和外保护管内表面电晕处理,进一步提高保温管的粘接性能。保温层采用密度为60kg/m3至80kg/m3的硬质聚氨酯泡沫塑料,充分填充钢管与套管之间的空隙,并具有一定的粘结强度,使钢管、外壳与保温层形成牢固的整体。聚氨酯具有良好的机械性能和保温性能,一般可耐120℃,通过改性或与其他保温材料结合,可耐180℃。与传统保温管相比,埋地预制保温管具有突出的优势。
聚氨酯保温管防腐保温材料优选厂家")
聚氨酯保温管防腐保温材料优选厂家")
为确保预制直埋保温管三位一体,发泡前钢管外表面处理,塑料管内表面电晕处理,其中除锈等级达到GB/T 8923-1998中Sa2.5的规定,外壳管内表面张力达到50达因/厘米。9、聚乙烯外护管采用高密度聚乙烯材料,辅以抗氧剂等各种助剂制成,并对原材料和产品质量进行严格检验,确保产品质量达到CJ/114—2000标准和直埋管外护管的技术要求,提高了外护管的整体质量。10、公司配备有进口和国产高压发泡机、液压穿管机,提高了产品的整体质量。 8黑夹克聚氨酯发泡保温管泡沫具有良好的机械性能和绝热聚氨酯保温管应用:聚氨酯保温管用于室内外各种管道,集中供热管道,中央空调管道、化工、等工业管道的保温、保冷工程。概述 聚氨酯发泡保温管自三十年代聚氨酯合成材料诞生以来,一直作为一种优良的绝热保温材料而得到迅速发展,其应用范围也越来越广泛,更由于其施工简便、节能防腐效果显著而被大量地用于各种供热、制冷、输油、输汽等各种管道。大量地用于各种供热、制冷、输油、输汽等各种管道。
聚氨酯保温管防腐保温材料优选厂家")
聚氨酯保温管防腐保温材料优选厂家")
聚氨酯保温管防腐保温材料优选厂家")
直埋聚氨酯保温管概述:由输送介质的,工作钢管、泡沫保温层、聚乙烯塑料外护管,通过设备依次向外结合而成。特点:1 、降低工程造价。2 、热损耗低,节约能源。3、防腐,绝缘性能好,使用寿命长。4、占地少,施工快,有利环境保护。预制直埋保温管采用直埋供热管道技术,标志着中国供热管道技术发展已经进入了新的起点。 随着世界能源的日益减少和需求日益增长,节能、减排、环保已成为全球发展的趋势,和个地方政府也大力提倡节能、减排、环保产品的开发、应用及产业化, 建筑业用聚氨酯硬泡体保温材料是聚氨酯工业的一个重要分支,其特点是一材多用,同时具备保温、防水等功能。该类产品自20世纪60年代在欧洲建筑业应用以来已有40年历史,一些还通过立法把聚氨酯作为建筑业指定的保温防水用材。近年来,随着我国建筑节能市场的迅速发展,聚氨酯硬泡体保温产品在建筑保温防水领域得到了广泛的应用,已成为主导市场的保温节能产品之一
聚氨酯保温管防腐保温材料优选厂家")
聚氨酯保温管防腐保温材料优选厂家")
聚氨酯保温管防腐保温材料优选厂家")
聚乙烯防腐钢管、产品案例遍布全国各地,多年来凭着“诚实守信”的经营作风和“顾客的需求就是我们的愿望”的营销理念以及“质优价惠”赢得了客户的好评。亿擎管道有限公司可以根据不同用户的需求进行设计生产。 聚乙烯防腐钢管、产品质量保证,价格从优,欢迎您的惠顾!
聚氨酯保温管防腐保温材料优选厂家")
聚氨酯保温管防腐保温材料优选厂家")
产品结构形式:预制直埋蒸汽保温管由蕊管(工作钢管)减租层、隔热层、反射层、紧固钢带、滑动支架、空气层、外护钢管、喷涂聚氨酯、缠绕玻璃钢组成。聚氨酯保温管注意事项1.一定要真正理解供热管道直埋敷设方式分为有弥补直埋敷设及无补偿直埋敷设两种方式,设计和施工中。确实掌握两种方式各自的工作原理,特点及其应用场所,以便在设计上合理选用,施工上安全、可靠、经济。 2.进场后认真进行检验,施工前必需对生产预制直埋保温管的厂家进行调研。对不合格的保温管拒绝使用。 3.聚氨酯保温管焊接是一项保证工程质量的关键工作,在预制直埋管道施工中。 4.各种井室的施工质量直接影响工程质量和管道的使用寿命,固定支架。如井室防水不好,将使部件因浸水遭到破坏。因此,应认真施工,确保施工质量。5.满足打压条件下,必需重视预制直埋保温管道的打压。首先进行灌水排净空气,然后分两步做:稳压10分内无渗漏。强度试验:把管道内的压力升至工作压力的1.5倍后;用1kg小锤在焊缝周围对焊缝逐个进行敲打检查,严密性试验:把管内的压力降至工作压力时,30分钟无渗漏且压力降不超过0.2个大气压即为合格;应按规范要求做好试压记录。
聚氨酯保温管防腐保温材料优选厂家")
聚氨酯保温管防腐保温材料优选厂家")





 扫一扫
扫一扫